
什么是热处理?
热处理是指利用加热或冷却来获得预期的结果,例如材料的硬化或软化。热处理技术包括退火、表面硬化、析出强化、回火、正火和淬火。
在热处理行业中,通常有两种类型的业务,第一种是专用热处理设备,它们是企业内部大型制造设施和热处理部件的组成部分。第二种是商业热处理设备,作为分包服务向各种客户和市场提供热处理。
商业热处理业务会处理许多不同种类、形状和尺寸各异的材料。有时加热工艺是多阶段的,并且会在多个不同类型的加热炉中进行以获得预期的性能。但这会带来许多问题,首先,监控所有被加工部件的工艺温度是不切实际的,有时也是不可能的。其次,一些热处理工艺如果不能妥善实施,则将导致产品的性能不符合要求。而通常,热处理属于精加工工艺,这就可能导致部件不合格或者被废弃,而废弃这些部件的成本非常高。尤其航空航天和汽车行业更是如此。
那么,工艺工程师如何确保用于加工零件的设备能达到预期目标呢?对“加工后”的部件进行测试就会知道加工处理是否成功,但为了避免不必要的废弃和返工,就需要在加工部件前知道加工是否能够取得成功。要做到这一点,就需要制定一套设备测试方案,利用该方案对加热炉进行分析,然后将这种分析结果应用到工艺规范中。这反过来也可以确保用于加工部件的设备能够高效运行,从而获得可重复且一致的结果,满足最终客户的应用需求。这些加热炉分类规范通常被称为高温测量规范。
航空航天和汽车工业中的高温测量规范
这两个行业中存在多种高温测量规范。例如,在航空航天工业中,有 OEM 客户编写的 BAC 5621 和 RPS 953,还有 BS 2M 54 和 DIN 17052-1 等国家标准。汽车行业也有类似的标准。
然而,本文将重点介绍航空航天工业(即 AMS 2750)和汽车工业(CQI-9)中广泛采用的两种规范。
这两个规范都包含若干个部分,分别列出了对仪表、热加工设备、热电偶、温度均匀性测量 (TUS) 和系统精度测试 (SAT) 的要求。
设备分类(仪表)
CQI-9
CQI-9 中对仪表的要求不如 AMS 2750 中那么严格。关键的要求是对控制加热炉的仪器进行校准,并可追溯至国家标准。控制仪器测量的温度还必须由单独的记录仪器进行记录。对于特定工艺,工艺表 A-H 列出了更严格的仪器要求。CQI-9 中的工艺表列出了针对特定工艺的最小容差要求(参见 CQI-9 中附录)。
AMS 2750
AMS 2750 中对于仪表的要求更为详细。该规范将仪表分为了五种类型 A-E。每种仪表类型所需的仪器和传感器如下图所示:
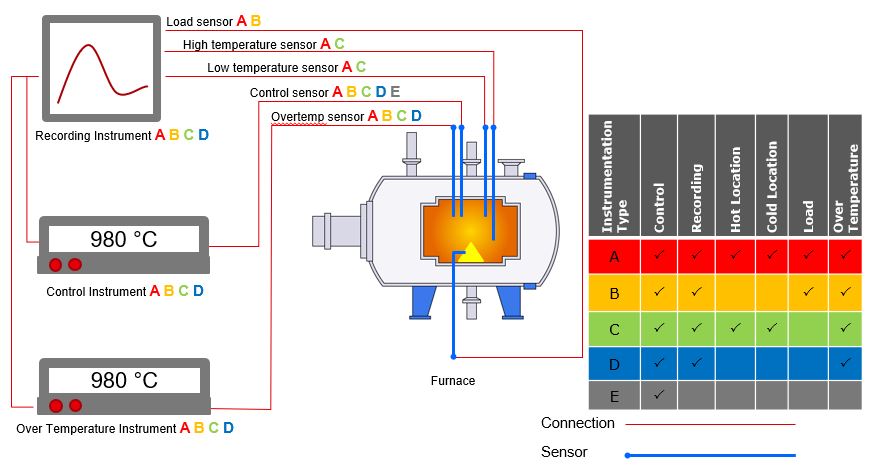
每种传感器类型的定义可参见上图。
加热炉温度容限
针对给定产品的温度容限要求通常在工艺规范中的材料要求部分予以规定,在某些情况下则会在图纸上列出。加热炉温度容限的评估通过实施 TUS 来完成,TUS 将在本位后面部分予以介绍。一旦确定好后,该容限(在 AMS 2750 中则为仪表分类)将影响仪表校准、未来 TUS 和 SAT 测试的频率和精度要求。
AMS 2750 中并未列出适用于特定工艺的温度容限,但提供了工艺规范通常引用的加热炉类别的容限范围表,如下所示:
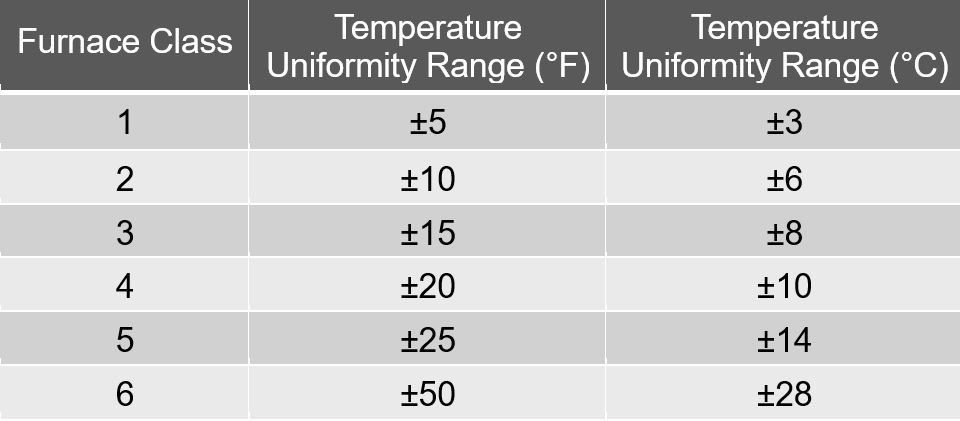
如需查看 AMS 2750 的便捷分类工具,请访问以下链接:Pyrometry AMS2750
热电偶
Cqi9 和 AMS2750 均详细说明了每种热电偶的校准频率和精度以及使用限制。CQI-9 和 AMS 2750 在具体规定方面存在差异,具体取决于热电偶的功能以及热电偶类型和使用温度。
温度均匀性检测 (TUS)
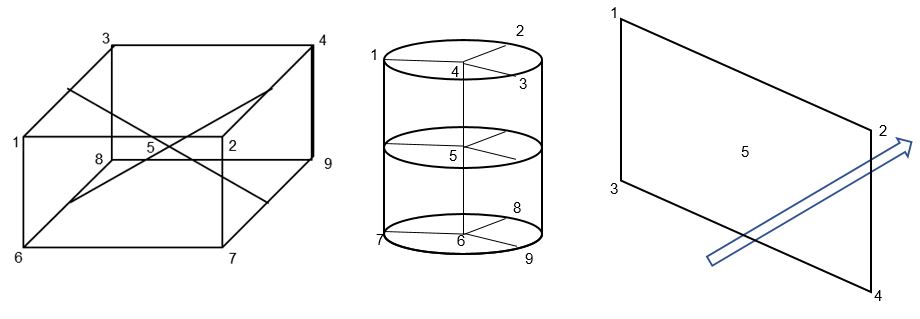
温度均匀性检测用于评估加热炉工作区域内的温度变化。热电偶通常采用盒式或柱式结构进行配置。所需的热电偶数量取决于工作空间的体积和加热炉的类别。使用了特定的现场测试仪器来记录 TUS 传感器(并非工艺记录器)输出的信息。
该检测需要至少 30 分钟的良好数据(以 2 分钟或更短的间隔进行记录)。将在后面讨论的连续式加热炉是个例外。
热电偶的典型配置图如下所示:
检测期间的关键点(如下图所示)
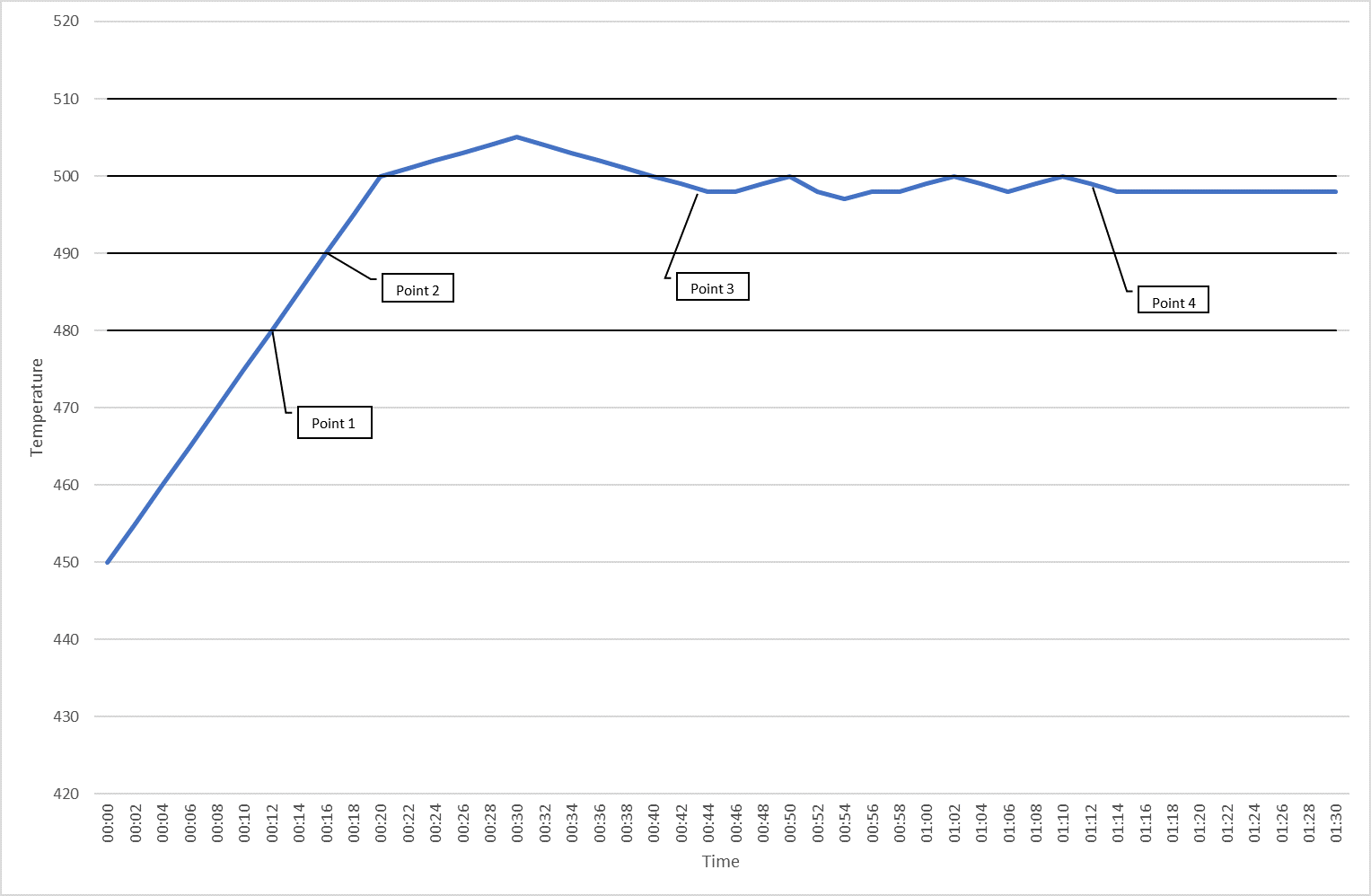
P1 - 监控开始。这时,第一个热电偶穿过监控阈值线。这是曲线起始点,也是图表上的第一个标记点。从这点开始捕获数据。
P2 - 最后一个热电偶超过容限设定值。
P3 - 稳定期开始。所有热电偶均在容限范围内,未偏离设定值。
P4 - 稳定期结束。该点被定义为 P3 +测量周期,是曲线结束的点,也是图标上的第三个标记点。 这也是数据表的结尾。在稳定期内至少需要捕获30分钟的数据。
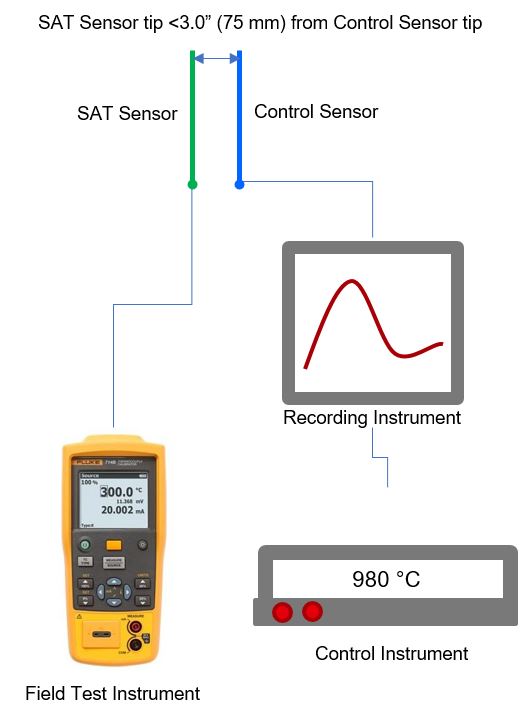
系统精度测试 (SAT)
为了评估整个测量系统的精确性,可使用独立的设备系统(现场测试仪器和校准后的 SAT热电偶)进行 SAT 测试。在靠近工作区域热电偶的位置放置一个测试热电偶,两者之间的差异便可以很好地说明热电偶和仪器设置的精确度。
总结
用于航空航天和汽车工业用零部件制造的热处理工艺受行业和国家标准的严格监管。为了遵守这些规定,必须使用校准后的可追踪设备准确测量过程并记录结果。对于静态或间歇式工艺,这可利用加热炉外的设备完成;但是在许多情况下,可以使用“全过程”测温设备来节省时间。在传送带式热处理工艺中,普遍认为传送式(工艺中)温度测绘设备是安全、容易使用和准确的解决方案。
航空航天真空热处理服务是对一种材料进行加热和冷却的过程,适用于汽车、医疗、电子等行业




